
 +7-495-664-50-29
+7-495-664-50-29

Серия станков Roland EGX-400/600 - являются лидером рынка гравировального оборудования по скорости и качеству обработки. Высокая скорость гравировки достигается за счет использования серводвигателей по всем осям использующих технологию DAC-FFP в сочетании с высокоскоростным шпинделем на 30'000 об/мин. А традиционное высокое качество японской сборки позволяет гарантировать надежную и бесперебойную работу станка в течении многих лет.
Отличительные особенности:

Модели EGX-400 и EGX-600 являются топовыми в линейки гравировальных станков Roland, и сочетают в себе интересные технические решения, позволившие стать им лидером по скорости и качеству гравировки. |

Пульт управленияДанные модели оснащены выносным пультом управления, с которого можно не только управлять перемещениями станка и задавать начальные точки, но и корректировать подачу и частоту вращения шпинделя в процессе работы, а при необходимости и выполнять программирование простейших операций. Кроме того с пульта возможно отслеживать наработку станка, для своевременного проведения ТО, а также выполнять некоторые сервисные корректировки. Подробнее... |

Обрабатываемые материалыПрофессиональные гравировальные станки EGX-400 и EGX-600 позволяют обрабатывать весь спектр материалов поддающихся механической гравировке. Тут и пластики и воски, различные породы дерева и цветные металлы, стали и композиты. Кроме того функция отслеживания поверхности позволяет выполнять гравировку даже по неровным поверхностям. Подробнее... |

СерводвигателиВ отличии от большинства аналогов, в станках EGX-400 и EGX-600 в качестве приводов по осям XYZ используются серводвигатели. В отличии от шаговых, они позволяют обеспечить высокую скорость перемещений на кривых, избегая тем самым рывков и торможений при обработки сложных поверхностей, обеспечивая высокие подачи. Кроме того серводвигатели за счет датчиков обратной связи позволяют обеспечивать более высокую точность обработки. Подробнее... |

Функция гравировки по неровным поверхностямДля выполнения гравировки не только по калиброванным, но и по произвольным поверхностям на станках EGX-400 и EGX-600 используется электронный носик. Данная функция поставляется в комплекте со станком и работает следующим образом: шпиндель переводится в подпружиненное положение, регулятор глубины устанавливается вокруг кончика гравера и отслеживает поверхность, а специальный датчик, установленный в каретке шпинделя определяет момент касания заготовки. Данная функция значительно расширяет возможности станка по гравировки, позволяя выполнять промышленную маркировку на изделиях полученных штамповкой или литьем, а также при гравировке сувенирных изделий. Подробнее... |
Большая рабочая областьСами по себе модели EGX-400 и EGX-600 обладают большой рабочей областью 305x407 мм и 407x610 мм соответственно, но кроме того конструкция станка позволяет крепить заготовки намного превышающие размер рабочей области. Так для крепления длинных заготовок предусмотрены просвет с лицевой и задней сторон станка, а для крепления высоких заготовок предусмотрена возможность снять стол, под которым находится сквозное отверстие.Подробнее... |
Подключение к компьютеруДля удобства, станок может быть подключен к компьютеру через USB, LPT или COM порт. В комплекте со станком поставляется специальный шнур для подключения, к компьютеру подключается USB-разъем, к станку COM. Данная конфигурация позволяет использовать удобства подключения через USB-порт, исключив при этом нестабильность передачи данных через USB. Кроме стандартного шнура USB-COM вы можете использовать для подключения LPT или COM-шнур (RS-232). Кроме того в станке предусмотрена возможность работать без компьютера, отправляя данные на повторную гравировку из буфер или с флэш-карты. Подробнее... |
Профессиональные гравировальные станки EGX-400 и EGX-600 являются отличным решением в тех областях, где важно получать высокую точность обработки,
сохраняя при этом высокую производительность. Так задачи гравировки печатных плат и промышленной маркировки, изготовления клише и сложных форм
могут быть легко решены при помощи серии EGX-PRO.
Большое рабочее поле станков EGX-400/600 позволяет делать практически любые таблички, вывески, акрилайты, указатели и т.д. Причем возможна обработка не только двухслойных пластиков, как при работе с лазерными граверами, но и изготовление рельефных вывесок на дереве, а также премиальных латунных вывесок.
Отличительной особенностью гравировальных станков Roland является открытая архитектура, которая позволяет работать с не только с родными и профессиональными CAM-пакетами, но и с любыми векторными программами. Так для подобных работ гравировку можно запускать напрямую из CorelDRAW, без каких либо сторонних программ. Вы просто отправляете задание на станок как на обычный принтер, установив лишь глубину гравировки в драйвере.
В случае если данная задача является основной для станка, целесообразно использовать насадку для удаления стружки ZAD-600 совместно с регулятором глубины. Это позволит не задумываться о выставлении нулевой точки по Z, о том ровная ли заготовка, а также позволит содержать рабочую область в чистоте, подключив к регулятору адаптер ZAD-600.

Серия станков EGX-PRO станет отличным решением для производства как блинтовых, так и конгревных клише, причем как на магнии и цинке, так и на латуне и меди. Большое рабочее поле, позволит крепить стандартный лист материала под клише, выполняя гравировку как больших изделий, так и несколько маленьких. Сочетание высокоскоростного шпинделя, серводвигателей по все осям и технологии DAC-FFP позволяет добиться высочайшей скорости обработки, особенно при гравировке мелких элементов на цветных металлах. Таким образом линейка станков EGX-400/600 является лучшим решением Roland для производства больших тиражей клише.
Открытая архитектура, позволяет станкам серии EGX-PRO работать с любыми сторонними CAM-программами, а к примеру, в ArtCAM - популярной программе для изготовлении клише, уже есть встроенный постпроцессор под станки EGX-600/400 что позволит начать работу со станками без дополнительных настроек.
Еще одним важным моментом является надежность и стабильная бесперебойная работы станков, загрузив большую заготовку вы можете оставлять станок работать на ночь и даже выходные, с тем чтобы вернувшись утром снять готовы изделия!

Станки серии EGX-400/600 отлично подойдут для гравировки ударных клейм и штампов. Высокоскоростной шпиндель и серводвигатели по всем осям позволят наносить легко гравировку на стальные заготовки. Высокая динамическая точность и минимальное биение на шпинделе позволят достигать высокой стойкости гравировального инструмента мелкого диаметра, позволяя получать низкую себестоимость работ.
Важным моментом при производстве клейм и штампов является возможность демонтировать рабочий стол, с тем чтобы устанавливать высокие заготовки. Сквозной просвет под рабочим столом позволит устанавливать заготовки практически любой высоты выполняя гравировку на верхней рабочей части.
В случае организации гравировки в условиях цеха, возможно использование станка без компьютера. При этом технолог приносит подготовленое задание на гравировку клейм на Flash-карте, а оператор выставляет заготовку, инструмент и запускает обработку без использования PC.

Если в вашем производстве требуется обработка больших изделий, например икон или панно, то модели EGX-400/600 станут отличным. Вы сможете делать их как в модельных материалах под гальванопластику, так и в готовые изделия в различных породах дерева. Серводвигатели по всем осям позволят выдерживать высокие подачи при обработке сложных барельефов, обеспечивая тем самым высокую производительность.
Со станками серии EGX-Pro возможна обработка драг металлов, так например вы сможете выполнять гравировку различных карт, логотипов, резных элементов и т.д. в золоте, платине и серебре. Кроме того вы сможете обрабатывать модельные воски, для создания мастер-моделей для последующего литья.
При обработке рельефов, исходными данными для станков служит 3D модель, которая может быть оцифрована на 3D сканере, так и смоделирована дизайнером.

Возможность наносить гравировку на искривленные поверхности позволяет в полной мере использовать станки EGX-600/400 для нанесения промышленной маркировки. Данная функция позволяет использовать не только калиброванные заготовки, но и полученные литьем или штамповкой, не выставляя при этом инструмент для каждой области гравировки.
Программа Dr. Engrave, поставляемая в комплекте со станками, позволяет выполнять гравировку "однопроходных" шрифтов (как на пантографе) создавая тем самым шрифты в строгом соответствии с ГОСТ-ами.
Станок позволяет использовать не только специализированные боры, но и любой другой гравировальный инструмент с метрическими и дюймовыми хвостовиками, что вместе с программно задаваемой глубиной гравировки позволяет обеспечить требуемый профиль гравировки, что особенно важно для последующей затирки краской.
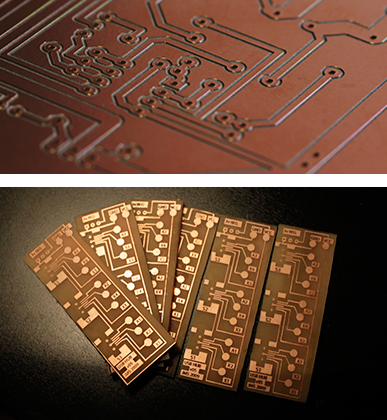
Станки EGX-400/600 позволят изготовить как одно, так и двухсторонние печатные платы, выполнив не только гравировку дорожек, но и сверление о расфрезеровку отверстий. Станки позволяют выдерживать расстояние между дорожками от 0.1мм, и выполнять сверление отверстий диаметром от 0.2мм. При этом по габаритным размерам печатные платы могут быть самыми разнообразными от самых компактных до 600х400мм (для EGX-600).
В качестве исходных данных для гравировки плат могут служить как данные подготовленные в векторных программах, например CorelDRAW, AutoCAD, КОМПАС, при этом вы сможете отправлять данные на гравировку напрямую из них, так и данные подготовленные в специализированном ПО для проектирования плат, например в PCad. В последнем случае удобно использовать дополнительные CAM-программы, например CopperCAM.
В качестве заготовок для подобных работ используются текстолитовые листы, покрытые медью в которых выфрезеровывается все лишнее оставляя лишь дорожки. Причем, благодаря функции гравировки по неровным поверхностям возможно использовать не только калиброванные заготовки, но и полученные на внутреннем производстве.
Большое рабочее поле станков EGX-400/600 открывает большие возможности для деревообработки. Серводвигатели по осям XYZ обеспечивающие высокую скорость на кривых позволят быстро обрабатывать сложные рельефы даже во все рабочее поле станка, будь то резные картины и панно, детские игрушки и элементы декора, багет и рукояти для ножей и многое другое.
Мощности станка достаточно для обработки любых пород дерева, будь то популярные дуб, бук, ольха, береза или вишня, так и такие твердые породы как эбеновое дерево, самшит и даже граб. Возможность наносить гравировку на искривленные поверхности позволит использовать не только ровные заготовки, но заготовки произвольных форм, что может быть весьма удобно при создании сувенирной продукции.
Использование насадки для отсоса стружки, опционально устанавливаемой на шпиндель станка позволит удалять деревянную стружку и пыль из рабочей области и содержать рабочее место в чистоте.

В действительности набор задач решаемых станками EGX-Pro намного шире описанных тут, среди наших клиентов есть ВУЗы и НИИ, медицинские производства и испытательные лаборатории, крупные заводы и маленькие домашние мастерские. Накопив огромный опыт решения самых нестандартных задач, мы готовы подобрать решение, удовлетворяющее непосредственно вашим требованиям.br>
Посетив наш демонстрационный зал вы сможете увидеть в работе Roland EGX-400, оценить качество образов сделанных на станке, а также обсудить с опытными инженерами решение ваших задач.
Чтобы вы были уверены в своем выборе, мы можем подготовить технологию обработки и сделать для вас тестовую деталь именно на EGX-400.

 |
 |
 |
 |
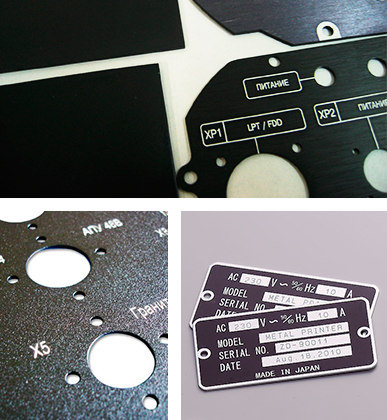
| Гравировка латуни | Гравировка с использованием регулятора глубины | Гравировка алмазным скребком | Промышленная маркировка |
Комплексно подходя к поставкам оборудования, мы рады предложить большой выбор дополнительных аксессуаров, которые могут |
 |
 |
 |
 |
 |
Для крепления универсальных фрез и граверов в станках серии EGX-Pro используются цанги стандарта ZC-23, их можно преобрести как набором (3, 4, 5 и 6мм), так и поштучно (на 3, 3.175 и 6мм). |
| Прайс на аксуссуары |
Все модели серии EGX-Pro собирается в Японии, в городе Хамаматцу на заводе Roland DG, являющимся образцом современного высокотехнологического производства. |
 |
 |
 |
Оборудование проходит компьютерный контроль качества на всех этапах производства. К примеру, сотрудник, осуществляющий сборку станка, следует инструкциям на компьютере (1), берет детали помеченные штрихкодом со стойки (2) и монтирует их при помощи цифровых отверток и ключей (3). При этом на мониторе отображаются пошаговая инструкция "Затяните винт А в этих восьми местах", "Установите деталь B", используя "Опору C", при этом цифровые отвертки контралируют, сколько раз и насколько плотно были закручены винты, и пока все не выполнено должным образом, программа не даст перейти к следующему шагу. |
|
Такой подход в сочетании с принципом сборки "один человек - одна машина" исключает производственный брак на этапе сборке, а сервисные режимы тестирования на финальном этапе контроля позволяют получать неизменно высокое качество в условиях серийного производства. | ||
Станки серии EGX-Pro являются самыми быстрыми гравировальными станками в линейке Roland и одними из самых скоростных на рынке профессиональных гравировальных машин. Достичь высокой скорости гравировки на станках EGX-400/600 удалось за счет ряда современных технических решений. |

Серводвигатели и DAC-FFPДля того чтобы обеспечить высокие скорости перемещения на кривых в станках EGX-600/400 используется сочетание серводвигателей по всем осям, а также технологии DAC-FFP - алгоритма просматривающего программу на несколько кадров вперед и позволяющего более грамотно управлять работой серводвигателей. Подробнее... |

Высокоскоростной шпиндельПри высоких скоростях подач обеспечиваемых технологией DAC-FFP, необходима высокая скорость резания на инструменте которая обеспечивается шпинделем с максимальной частотой вращения в 30'000 об/мин. При этом плавная регулировка оборотов позволяет подобрать идеальные режимы резания под конкретный материал и инструмент. Подробнее... |
Портальная конструкция станкаВысокоскоростной шпиндель в сочетании с технологией DAC-FFP позволяют использовать высокие подачи при выборе режимов резания. Для того чтобы при высоких скоростях подач сохранять точность обработки в станках серии EGX-600/400 реализована портальная конструкция при которой заготовка закреплена на неподвижном столе, а перемещается сама каретка шпинделя.Подробнее... |

Flash card и буфер данныхСтанки серии Roland EGX-Pro обеспечивают высокую производительность не только за счет механической конструкции станка, но и за счет удобства работы. Так для выполнения повторной гравировки возможно использование буфера станка, отправив один раз данные на гравировку вам достаточно поменять заготовку и нажать кнопку Copy на пульте чтобы продолжить работу. А при серийном производстве деталей вы можете отключить станок от компьютера и использовать USB-flash card для записи программ, сократив тем самым время вспомогательных операций. Подробнее... |
Разработанные, произведенные и собранные в Японии, станки линейки EGX-Pro давно стали образцом качества и надежности на российском рынке. |
|
Модели Roland EGX-400 и EGX-600 зарекомандовали себя на российском рынке как эталон надежности и качества. Собственная система управления, электрические и механические комплектующие ведущих мировых производителей, накопленный опыт в сочетании с традиционным Японским качеством производства позволили создать надежный, а главное, стабильно работающий аппарат, способный обеспечивать круглосуточную беспребойную работу без потери качества. |
 |
| Скачать драйвера Обращение в сервис Руководство пользователя | |
Компания Roland предлагают большую линейку гравировально-фрезерного оборудования и, если по каким-то параметрам модели EGX-400/600 не подходит под требуемые задачи, посмотрите другие модели станков. | |||||
 |
 |
 |
 |
 |
|
| MPX-95 | EGX-350 | SRM-20 | MDX-40A | MDX-540 | |
| Модель | EGX-400 | EGX-600 |
| Рабочая область | 407(X) x 305(Y) x 42.5(Z) мм | 610(X) x 407(Y) x 42.5(Z) мм |
| Допустимая толщина заготовки | 40 мм (без съема стола) | |
| Двигатели по осям XYZ | Серводвигатели | |
| Скорость перемещения | По осям XY 0.5 - 100мм/с (30 - 6000 мм/мин); по оси Z 0.5 - 100мм/с (30 - 3000 мм/мин) | |
| Ускорения | 0.1 G , 0.05 G | |
| Программное разрешение | 0,01 мм/шаг | |
| Механическое разрешение | По осям XY: 0,003мм/шаг; по оси Z 0.0025 мм/шаг | |
| Программное разрешение | 0,01 мм/шаг | |
| Механическое разрешение | По осям XY: 0,003мм/шаг; по оси Z 0.0025 мм/шаг | |
| Двигатель шпинделя | Безщеточный двигатель мощностью 72 Вт | |
| Частота вращения шпинделя | 8'000 - 30'000 об/мин | |
| Крепление инстрмента | Цанговое | |
| Дисплей | Жидкокристалический (черно-белый) | |
| Кнопки пульта | MENU, ENTER/PAUSE, SPINDLE, XYZ ORIGIN SET, XYZ Курсор, FAST FEED, COPY, Маховичек | |
| Интерфейс | Parallel (подключение через LPT-шнур); Serial(подключение через COM-порт(RS-232C); шнур USB-COM в комплекте) | |
| Буфер данных | 2 Мб (буфер данных для повторной гравировки) | |
| Требование электропитания | 100, 117, 230, 240 В± 10% | |
| Энергопотребление | 350 ВА | |
| Габаритные размеры | 795(X) x 719(Y) x 521(Z) мм | 995(X) x 820(Y) x 521(Z) мм |
| Масса | 51 кг | 64 кг |
| Требование окружающей среды | Температура: 5°-40° C; Влажность 35 - 80% (без конденсата) | |
| Аксессуары | Пульт, кабель пульта, сетевой шнур, шнур USB-COM, регулятор глубины, неразрезная цанга (втулка) на 4.36мм, струбцины 4шт , гаечные ключи (17 мм, 10 мм), шестигранник , шестигранная отвертка, CD-ROM с комплектом программного обеспечения Roland, руководство пользователя | |
+7-495-664-50-29
Windows 98 / Me | ||
| Ver.4.09 | Драйвера 32-bit для станков MDX-15/20/40/40A, MDX-540/540A, EGX-20/30/30A, EGX-400/600/350/360, JWX-10/30, DWX-30/50, DWX-4 | 650кБ |
Windows NT4.0 | ||
| Ver.3.63 | Драйвера 32-bit для станков MDX-15/20/40/40A, MDX-540/540A, EGX-20/30/30A, EGX-400/600/350/360, JWX-10/30, DWX-30/50, DWX-4 | 696кБ |
Windows 2000 | ||
| Ver.1.16 | Драйвера 32-bit для станков MDX-15/20/40/40A, MDX-540/540A, EGX-20/30/30A, EGX-400/600/350/360, JWX-10/30, DWX-30/50, DWX-4 | 695кБ |
Windows XP | ||
| Ver.1.40 | Драйвера 32-bit для станков MDX-15/20/40/40A, MDX-540/540A, EGX-20/30/30A, EGX-400/600/350/360, JWX-10/30, DWX-30/50, DWX-4 | 14.9MB |
| Ver.1.20 | Драйвера 64-bit для станков MDX-15/20/40/40A, MDX-540/540A, EGX-20/30/30A, EGX-400/600/350/360, JWX-10/30, DWX-30/50, DWX-4 | 16.9MB |
Windows Vista | ||
| Ver.1.40 | Драйвера 32-bit для станков MDX-15/20/40/40A, MDX-540/540A, EGX-20/30/30A, EGX-400/600/350/360, JWX-10/30, DWX-30/50, DWX-4 | 14.9MB |
| Ver.1.20 | Драйвера 64-bit для станков MDX-15/20/40/40A, MDX-540/540A, EGX-20/30/30A, EGX-400/600/350/360, JWX-10/30, DWX-30/50, DWX-4 | 16.9MB |
Windows 7 | ||
| Ver.1.40 | Драйвера 32-bit для станков MDX-15/20/40/40A, MDX-540/540A, EGX-20/30/30A, EGX-400/600/350/360, JWX-10/30, DWX-30/50, DWX-4 | 14.9MB |
| Ver.1.20 | Драйвера 64-bit для станков MDX-15/20/40/40A, MDX-540/540A, EGX-20/30/30A, EGX-400/600/350/360, JWX-10/30, DWX-30/50, DWX-4 | 16.9MB |
Windows 8 / 10 | ||
| Ver.1.40 | Драйвера 32-bit для станков MDX-15/20/40/40A, MDX-540/540A, EGX-20/30/30A, EGX-400/600/350/360, JWX-10/30, DWX-30/50, DWX-4 | 15.1MB |
| Ver.1.20 | Драйвера 64-bit для станков MDX-15/20/40/40A, MDX-540/540A, EGX-20/30/30A, EGX-400/600/350/360, JWX-10/30, DWX-30/50, DWX-4 | 17.1MB |
EngraveStudio Updater | ||
| Ver.2.15 | Обновление программы EngraveStudio | 43.9MB |

Использование "электронного носика" позволяет не только выполнять гравировку по неровным поверхностям, но и автоматически определять Z0 поверхности материала. Подпружиненная каретка шпинделя начинает опускаться вниз пока регулятор глубины не касается поверхности, магнит установленный в каретке окажется напротив Датчика Холла, так станок определит что наступил момент касание и начнет перемещения по осям XY. Так будет определен момент касания материала, после чего искривления поверхности будут отслежены за счет пружины в каретке шпинделя. Данная функция незаменима при гравировке материалов полученных штамповкой или литьем, например при выполнении промышленной маркировки или гравировки на сувенирных изделиях.

Серводвигатели используемые на станках EGX-400/600 оснащены датчиками обратной связи, таким образом после получения команды, серводвигатель поворачивается на заданный угол ориентируясь на показания датчика и удерживает это положение. В случае если нагрузка на сервопривод возрастает, например из-за увеличение съема, неоднородности материала, пазового реза и т.д., привод будет противодействовать возросшей нагрузке исключая возможность потери шагов.
Кроме высокой точности, вторым важным достоинством использования серводвигателей, являются высокие динамические характеристики. Так использование серводвигателей в моделях EGX-400/600 позволяет обеспечить скорость быстрых перемещений до 100мм/с, а также выдерживать заданные подачи без рывков и торможений при обработки сложных кривых, обеспечивая при этом заданную динамическую точность.

Профессиональные гравировальные станки EGX-400 и EGX-600 позволяют обрабатывать весь спектр материалов поддающихся механической гравировке. Тут и пластики и воски, различные породы дерева и цветные металлы, стали и композиты. Кроме того функция отслеживания поверхности позволяет выполнять гравировку не только по калиброванным, но и по неподготовленным поверхностям, неограничивая вас тем самым не только в материале, но и в форме заготовки.

Станки Roland EGX-400 и EGX-600 обладают большой рабочей областью:
Однако благодаря портальной конструкции станка вы можете закрепить заготовки намного превышающие размер рабочей области. Так по оси X возможно закрепить заготовку на ~ 200 мм превышающую рабочую область, а благодаря сквозному просвету с лицевой и задней части станка размер заготовки вдоль оси Y вообще не ограничен.
Также при необходимости есть возможность установить заготовку значительно превышающую рабочую область по высоте (ось Z). Достаточно открутить несколько винтов чтобы снять рабочий стол, под которым находится сквозной просвет. Таким образом установив оснастку вы сможете выполнять гравировку на заготовках неограниченной высоты.

Использование пульта в моделях EGX-400 и EGX-600 значительно упрощает работу с ними. Использования горячих клавиш пульта позволяет перемещать шпиндель плавно или ускоренно, с шагом 0.1 или 0.01 мм. В процессе работы с пульта могут быть изменены подачи по осям XY и Z, и обороты шпинделя. Также в станках предусмотрена возможность выполнять программирование обработки напрямую с пульта, без использования компьютера. Кроме того возможно отслеживание наработки станка, калибровка перемещений по осям XY, а также предусмотрена функция повторной гравировки. Причем повторная гравировка может быть выполнена как из буфера данных (последнее отработанное задание) так и с Flash-карты.

Для подключения к компьютеру в комплекте со станком поставляется специальный шнур USB-COM. Он позволяет легко подключаться к компьютеру, как с любым USB-шнуром, при этом обеспечивает надежную передачу данных присущую портам RS-232 (COM-порт). Кроме того вы можете подключаться к компьютеру через COM (RS-232) или LPT порты.
Также в станке предусмотрено несколько вариантов работы без компьютера. Так есть возможность написать программу обработки примитивов непосредственно с пульта. В случае если выполняется гравировка серийных изделий, возможно выполнение повторной гравировки из буфера данных. Один раз отправив данные на гравировку, вы можете просто менять заготовку и запускать повторно обработку просто нажав кнопку "Copy" на пульте. В условиях серийного производства, возможно отправки данных на станок при помощи Flash-карты. Данная функция особенно удобна при работе в условиях цеха, когда технолог приносит готовую программу, а оператор может крепить заготовку, выставлять начальные точки и запускать обработку без использования компьютера.

Использование в станках EGX-400 и EGX-600 серводвигателей с обратной связью позволяет не только повысить точность линейных перемещений и исключить потери шагов по сравнению с шаговыми двигателями, но и позволяет поддерживать более высокие скорости на кривых за счет применения технологии DAC-FFP. Суть технологии заключается в том что она использует алгоритм контролирующий точность позиционирования и предельные значения скорости и ускорения и позволяющий начинать торможение и разгон в середине кадра, а также на стыке кадров или сразу в нескольких кадрах.
На практике данная технология позволяет обеспечить заданную скорость при обработки сложных кривых, к примеру при выполнении мелкой гравировкой станок оснащенной технологией DAC-FFP будет поддерживать заданную скорость без потери точности, в отличии от обычного станка который будет значительно снижать скорость на таких участках. В отдельных случаях технология DAC-FFP позволяет получить выигрыш в производительности в 2-3 раза!

Высокая частота вращения шпинделя, плавно регулируемая в диапазоне от 8'000 до 30'000 об/мин в сочетании с минимальным биением на кромке в фрезы позволяет использовать высокие подачи, даже при работе мелким инструментом. Использование в качестве привода шпинделя бесщеточного двигателя позволит использовать шпиндель в течении длительного времени, не задумываясь об обслуживании двигателя. При этом сам шпиндель станка является быстросъемным и обслуживаемым. Так вы ослабив всего один винт вы сможете легко демонтировать шпиндель со станка, заменив его не новый или провести обслуживание в нашем сервисном центре.

Использование портальной конструкции станка при которой заготовка крепится на неподвижном столе, а по осям XYZ перемещается каретка шпинделя позволяет снять ограничения по массе заготовок и минимизировать инерционность станка при работе на больших подачах. Кроме обеспечения точности при высоких скоростях обработки портальная конструкция позволяет демонтировать стол, под которым находится сквозной просвет и устанавливать в данный просвет заготовки большой толщины, что позволяет использовать высокие скорости обработки даже для больших и массивных заготовок.

Для того чтобы сократить время вспомогательных операций при серийном и мелкосерийном производстве в станках серии EGX-600/400 предусмотрено два варианта запуска обработки без использования компьютера. В случае мелкосерийного производства вы можете лишь раз отправить данные на обработку, а при смене заготовки использовать данные из буфера станка. В условиях серийного производства есть возможность записать данные на USB-flash card и вообще не использовать компьютер рядом со станком. При таком режиме работы технолог готовит управляющую программу и записывает ее на flash card, а оператору остается лишь менять заготовки и запускать обработку.
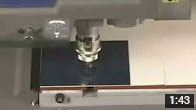
Гравировка латуни на станке EGX-600.
В качестве инструмента используется конический гравер с диаметром кончика 0,1мм и общим углом 36 градусов.
Гравировка с использованием регулятора глубины и отсосом стружки ZAD-600. Если станок постоянно используется для выполнения подобных гравировок, вы можете использовать регулятор глубины с установленным отсосом стружки, при этом нет необходимости какждый раз выставлять начальную точку по Z, а рабочая область будет содержаться в чистоте.
Гравировка алюминиевой пластины с использованием алмазного скребка.
Промышленная маркировка на станке EGX-400.

Для крепления инструмента в шпинделе станка потребуются цанги серии ZC-23. Их можно приобрести набором или поштучно:

Для нанесения не глубокой гравировки на материалы плохо поддающихся классической гравировки можно использовать специальный инструмент - алмазный скребок ZDC-A4000. Рабочим элементом данного инструмента является технический алмаз. При работе скребком вращение шпинделя отключается, а вся шпиндельная каретка переводится в плавающее положение. Использование скребка особенно эффективно при нанесении гравировки на нержавеющие стали, которые трудно поддаются классической гравировке, а также на сувенирные изделия, т.к. при работе скребком поддерживается функция гравировки по неровным поверхностям, причем при работе ZDC-A4000 по неровным поверхностям нет необходимости использовать регулятор глубины.

Опционально на станках EGX-400/600 вы можете использовать насадку для удаления стружки ZAD-600. Данную систему удаления стружки целесообразно использовать для выполнения гравировки с использованием регулятора глубины, т.к. данный адаптер позволит удалять большую часть стружки из зоны резания не позволяя тем самым регулятору глубины царапать поверхность. Крепления шланга для удаления стружки предусматривают крепление к насадке регулятора глубины устанавливаемой на шпиндель станка с одной стороны и к промышленному пылесосу с другой.

Большой выбор инструмента под различные задачи и материалы.
Скачать прайс лист (1 Мб)

После того как шпиндель выработал свой ресурс вы сможете легко заменить его, причем данная процедура не требует каких-то специальных навыков. Вам достаточно просто ослабить один винт и достать шпиндель из специальной колбы. Вместе с заменой шпинделя ZS-600 рекомендуется проводить замену приводного пасика, который также поставляется вместе со шпинделем. При этом все работы по замене шпинделя занимают как правило не больше 3-5 минут!

На компьютере (1) выводятся инструкции по сборке, работник берет детали помеченные штрихкодом со стойки (2), и монтирует их при помощи цифровых отверток и ключей (3) контралирующих усилие затяжки.

Сборочный цех на производстве Roland DG, Хамаматсу, Япония.


